歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







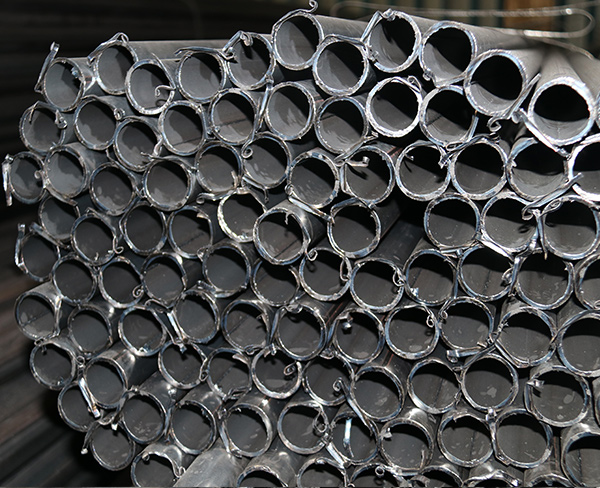
直縫貨架焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的貨架焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的貨架焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~100%,而且生產(chǎn)速度較低。
直徑大或較厚的貨架焊管,貨架焊管報價(jià),一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過(guò)鋼帶直接焊接就可以了。然后經(jīng)過(guò)簡(jiǎn)單拋光,拉絲就可以了
補充:貨架焊管是用帶鋼焊接的,貨架焊管價(jià)格,所以在原來(lái)它的地位沒(méi)無(wú)縫管高。
貨架焊管工藝流程:
原材料開(kāi)卷——平整——端部剪切及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——蕞終檢查(嚴格把關(guān))——包裝——出貨。

直縫貨架焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋貨架焊管的強度一般比直縫貨架焊管高,能用較窄的坯料生產(chǎn)管徑較大的貨架焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的貨架焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~100%,而且生產(chǎn)速度較低。
一般貨架焊管:一般貨架焊管用來(lái)輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進(jìn)行水壓、彎曲、壓扁等實(shí)驗,對表面質(zhì)量有一定要求,貨架焊管廠(chǎng)家,通常交貨長(cháng)度為4-10m,常要求定尺(或倍尺)交貨。貨架焊管的規格用公稱(chēng)口徑表示(毫米或英寸)公稱(chēng)口徑與實(shí)際不同,貨架焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
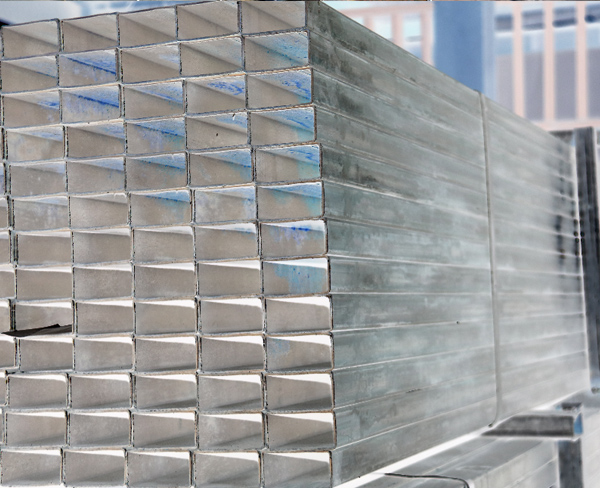
鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鋼鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
吹氧貨架焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。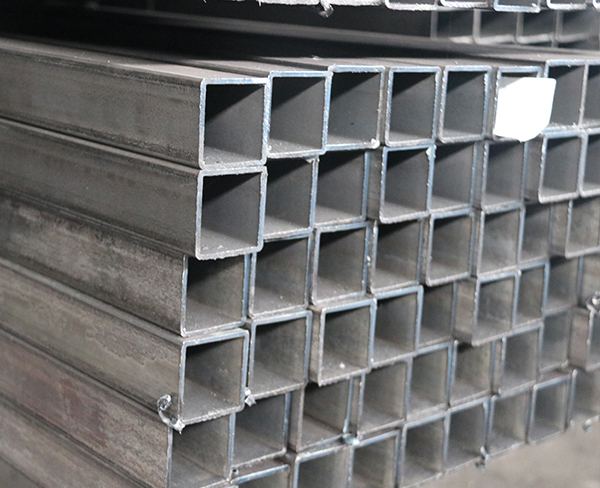
直縫高頻貨架焊管(ERW)則是將熱軋卷板經(jīng)過(guò)成型機成型后,利用高頻電流的集膚效應和鄰近效應,使管坯邊緣加熱熔化,在擠壓輥的作用下進(jìn)行壓力焊接來(lái)實(shí)現生產(chǎn)的。
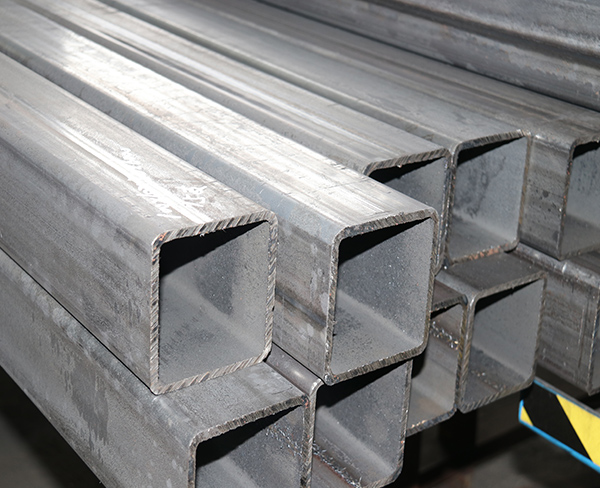
焊接鋼管也稱(chēng)焊管,是用鋼板或帶鋼經(jīng)過(guò)卷曲成型后焊接制成的鋼管。焊接鋼管生產(chǎn)工藝簡(jiǎn)單,南京貨架焊管,生產(chǎn)校率高,品種規格多,設備資少,但一般強度低于無(wú)縫鋼管。
20世紀30年代以來(lái),隨著(zhù)優(yōu)良帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進(jìn)步,焊縫質(zhì)量不斷提升,焊接鋼管的品種規格日益增多,并在越來(lái)越多的領(lǐng)域代替了無(wú)縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產(chǎn)方法分類(lèi):工藝分類(lèi)-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~100%,而且生產(chǎn)速度較低。

掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com